












Pneumatic piston pumps—also known as pneumatic drum transfer pumps or linear pumps—are a proven and reliable solution for transferring fluids from drums and containers, both in mobile installations and in centralized fixed systems. In this type of pump, compressed air drives a linear piston which, through alternating suction and delivery cycles, allows the controlled transfer of fluid along the distribution line. The absence of electrical components makes these pumps particularly suitable for industrial and workshop environments where high standards of operational safety are required.
Featuring an immersion pipe equipped with a filter, pneumatic piston pumps are designed to draw fluid directly from the bottom of the container, reducing the risk of sucking in solid impurities and ensuring continuous operation. The internal configuration is designed to promote a smooth and constant flow, limiting pressure drops and ensuring a stable flow rate even in the presence of variations in the supply air pressure.
The ability to operate with different compression ratios allows the pump to be adapted to the viscosity of the fluid being handled, making this technology suitable for transferring lubricating oils, hydraulic oils, technical fluids, and other industrial products. Choosing the correct compression ratio is a determining factor in optimizing performance, reducing component wear, and improving the overall efficiency of the system.
Made from special steels and materials selected for their resistance to mechanical stress and chemical agents, pneumatic piston pumps are designed to minimize the risk of blockages and service interruptions. Their robust construction makes them particularly suitable for continuous transfer applications and intensive use in industrial and workshop environments, where long-term reliability and ease of maintenance are essential requirements.
Thanks to their simple construction, these pumps also offer easy maintenance and a long operating life, making them a well-established technical choice for the daily management of fluids in professional distribution systems.
A pneumatic pump uses compressed air pressure to generate the movement necessary to transfer fluid. Compressed air, fed into the pump's pneumatic chamber, activates a piston or diaphragm, generating alternating cycles of fluid suction and delivery.
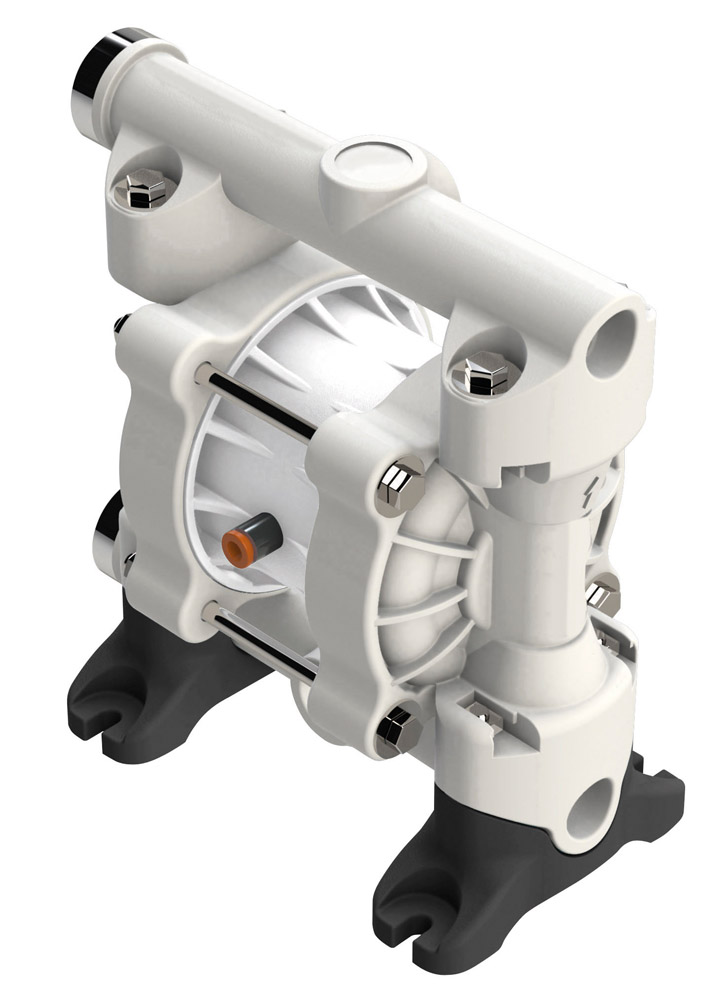
In the case of a pneumatic diaphragm pump, air pushes a flexible diaphragm which, as it moves, creates a vacuum in the fluid chamber, drawing the fluid in through the inlet valve; in the next cycle, the same movement pushes the fluid towards the outlet. The diaphragm is a key component of the pumping device and must have chemical characteristics, as well as flexibility and resistance, suitable for contact with aggressive chemicals, new or used oils and solvents.
Double diaphragm pneumatic pumps – also known as AODD (Air Operated Double Diaphragm) pumps – use two diaphragms that work alternately. Characterized by advanced performance and high versatility of use, double diaphragm pneumatic pumps are able to effectively move particularly viscous fluids and fluids with suspended solid particles. The anti-stall pneumatic circuit allows for safe and continuous pump operation, ensuring:
- continuous and stable flow
- reduction in heart rate
- energy efficiency
- short-term dry running (self-priming)
- lower risk of cavitation
The use of high-strength materials such as stainless steels and technical alloys improves the resilience of components subject to cavitation and increases the service life of the pump.
The wide versatility allows the pneumatic pump and its variants to be used in numerous industrial fields, from precision mechanics to the transport industry. The selection of the pump depends on a series of parameters, including:
- viscosity and temperature of the fluid
- presence of solids
- chemical compatibility of materials with the fluid
- desired flow rate
- required pressure
The correct choice between a pneumatic diaphragm pump for new or used industrial fluids, an AODD pump for grease, oil, lubricants, and workshop fluids, or a wall-mounted or drum transfer pump for oil or grease, prevents cavitation, premature wear, and plant downtime. Installation must be carried out by qualified technicians to ensure full regulatory compliance. Regular maintenance of pumping devices and fluid distribution systems is essential to maintain high standards of operational continuity and safety.
To maintain high standards of operational continuity and security:
- Check membranes and gaskets regularly.
- check the air filters and valves
- use pipes that are suitable for the type of fluid
- follow the manufacturer's instructions
In explosion-risk areas, the use of ATEX pneumatic diaphragm pumps or equivalent versions is mandatory. Installation must be carried out by qualified technicians to ensure full regulatory compliance.